
Varjenje vertikalnih zvarnih spojev je nekoliko bolj zahtevno od tistih, ki so v vodoravni legi. V primeru, da varimo tanjše materiale je dopustno varjenje od zgoraj navzdol, podobno velja tudi za varjenje korenskega vara pri debelejših sočelnih ZS.
V primeru, da varimo debelejše materiale npr. prekrovni ali kotni ZS pa je nujno varjenje od spodaj navzgor. Zaradi počasnejšega varjenja je potrebno varilni tok občutno zmanjšati napram tistemu, ki bi ga uporabili za enak ZS če bi ga varili v vodoravni legi. Nečistoče na varjencih nam lahko povzročijo večje težave, saj vsaka kratka izguba kontakta lahko zmoti proces in povzroči napako v zvaru.
Varjenje vertikalnih zvarnih spojev se lahko izvaja v tehniki večih varkov ali s prepletanjem. Nekateri sicer tehniko s prepletanjem odsvetujejo, saj na ta način v material zaradi počasnejšega varjenja vnesemo več toplote, kar povzroči rast kristalnih zrn in posledično šibkejši zvarni spoj.Vseeno pa je ta tehnika zelo razširjena za varjenje vertikalnih T oziroma prekrovnih ZS.
Najbolj razširjeni sta 2 metodi varjenja:
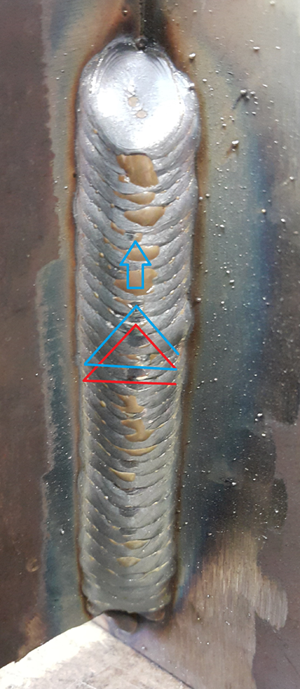
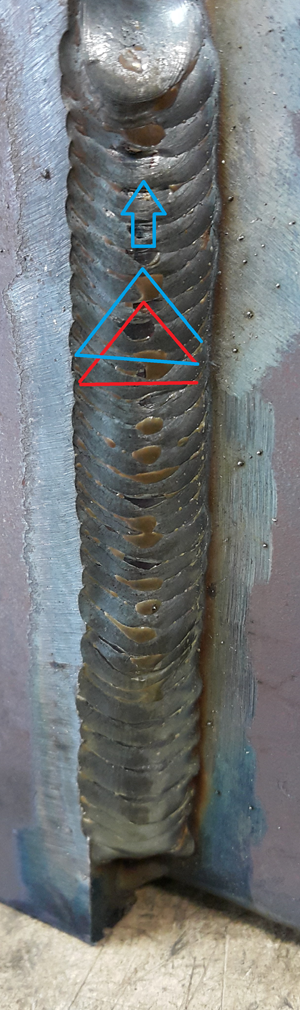
Pri prvi metodi najprej izdelamo korenski varek, nato pa s tehniko prepletanja drugi varek. Ko varimo 2. varek se na vsaki strani nekoliko zadržimo, čez sredino pa potujemo dokaj hitro, da preprečimo konveksnost zvara. Vedno si želimo konkavno ali ravno teme vara, saj to pozitivno vpliva na potek silnic, saj ni ostrih prehodov.
Pri drugi metodi pa izdelamo celotni zvar v enem prehodu. Tehnika izgleda tako, da gorilnik pomikamo v simbolu smrekice. Na ta način zagotovimo prevaritev korena, ki je ključnega pomena za dober zvarni spoj. Pri tej tehniki se prav tako dalj časa zadržujemo na straneh zvara in sredino samo preletimo. V primeru da bi prehajali z enega na drug rob bi najverjetneje kot rezultat dobili neprevarjen koren.
Za varjenje vertikalnih zvarnih spojev se najpogosteje uporablja klasično kratkostično varjenje, pri sodobnejših varilnih aparatih pa so za te namene na voljo tudi posebni programi. Ti pa v večini bazirajo na pulznem načinu varjenja in delujejo tako, da preklapljajo med visokim in nizkim varilnim tokom in na ta način zagotovijo ustrezen prevar in preprečijo posedanje taline. Pri aparatih najvišjega kakovostnega razreda je mogoče nastavljati jakosti visokega in nizkega toka, ter časovno razmerje med njima. Na ta način si parametre lahko prikrojimo glede na vrsto dela, ki ga opravljamo.
Podjetje Fronius ima za varjenje navpičnih ZS poseben program PMC MIX, ki pa preklaplja med višjim pulznim in nižjim kratkostičnim tokom. Na ta način je proces izredno stabilen, saj s pulznim tokom dobimo ustrezen uvar, kratkostični nižji tok pa nam ohladi in prepreči posedanje taline.Ti programi močno olajšajo delo varilca in pohitrijo varjenje od spodaj navzgor, ki sicer velja za zelo zamudno. Za izdelavo prvega vara pomikamo gorilnik navzgor z enakomerno hitrostjo, med tem ko nam oblok pulzira. Dodatno gibanje levo-desno ni potrebno, nagib gorilnika pa naj bo enako, kot pri klasičnem varjenju okrog 90°. Za drugi prehod pa bi lahko uporabili kratkostični način varjenja. Prav tako obstajajo programi, ki so neke vrste izboljšava klasičnih postopkov. Njihova prednost pa je bolj stabilno gorenje obloka, kar močno pripomore k zmanjšanju količine obrizgov, kar močno skrajša čase, ki bi bili potrebni za čiščenje varjencev. Ob enem pa se nam z obrizki izgublja dodajni material, ki pri varjenju predstavlja del stroškov. Dober primer takšnega varilnega programa je LSC podjetja Fronius, ki ima več podprogramov, ki so namenjeni optimiziranju posameznih področij varjenja

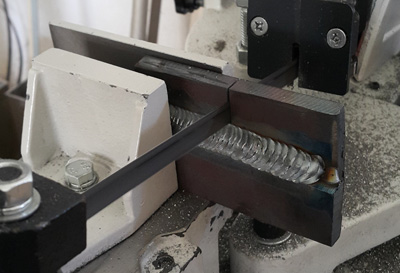
Glede na zunanji izgled zvara je težko sklepati o njegovi kvaliteti, zato je priporočljivo izdelati vzorčni kos, katerega kasneje prerežemo in pregledamo. Globino in potek uvara najlažje preverimo z enostavnim makroobrusom.
Vzorec ki smo ga zavarili prežagamo prečno glede na zvar, na mestu ki ga želimo pregledati. V našem primeru smo to izdelali s pomočjo tračne žage.
Prerezano površino nato pobrusimo do čim manjše hrapavosti, saj na ta način kasneje lepše vidimo mejo med varom in osnovnim materialom.
Ko je površina dovolj gladka jo lahko jedkamo, to pa lahko najenostavneje in najhitreje naredimo z raznimi kislinami. V primeru, da vzorec pregledujete zgolj zato, da preverite globino uvara to lahko izvedemo s kislino, ki je namenjena jedkanju nerjavnih jekel. Kislino pustimo nekaj sekund na površini nato pa jo splaknimo.
Na površini se zelo hitro prikažejo meje med zvarom in osnovnim materialom, tako da na dokaj enostaven in hiter način dobimo rezultat našega dela. S pomočjo tega lahko sklepamo, kje bi še lahko naredili izboljšave v naši tehniki ali v parametrih.
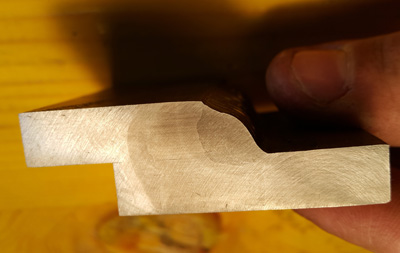
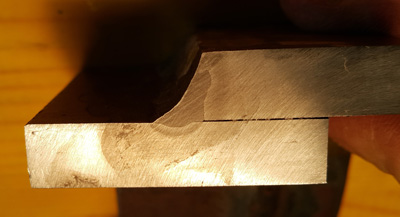
Z makroobrusov, ki smo jih izdelali na ta način se jasno vidi, da je globina uvara pri varjenju navzgor precej večja, kot v primeru varjenja navzdol. Pri vzorcu ki je bil varjen navzdol je sicer zunanji izgled vara lep in gladek, vendar sta prevarjena samo robova varjencev, koren pa je ostal neprevarjen, zato je nosilnost takšnega zvarnega spoja vprašljiva. Torej je pomembno je, da vemo, da nosilnost zvara ni nujno povezana z estetiko. Če bi želeli iz makroobrusa sklepati lastnosti in vrsto mikrostuktur pa bi morala biti površina pred jedkanjem zrcalno gladka, uporabljena pa bi morala biti ustrezna jedkalna sredstva.


